Machinery purpose:
This machine is located towards the end of the rolling mill line and measures the length of hot rolled steel products as they pass over its magnetic roll. CCL stands for continuous cut to length, which means the product is measured continuously as it is rolled off the cooling bed towards the final shear.
How it works:
Both rolls are spun at a known approximate rpm to match the steels speed. As the steel passes over the rolls the magnetic roll sticks to the steel. The rolls speed is then increased or decreased to match the speed of the product. This allows the encoder to count the revolutions (of a known roll diameter) and therefore measure the length of the product. A signal is then sent to a PLC allowing the shear (which is the next piece of machinery down the rolling line) to cut the steel to length ready to be bundled and sent off to the customer.
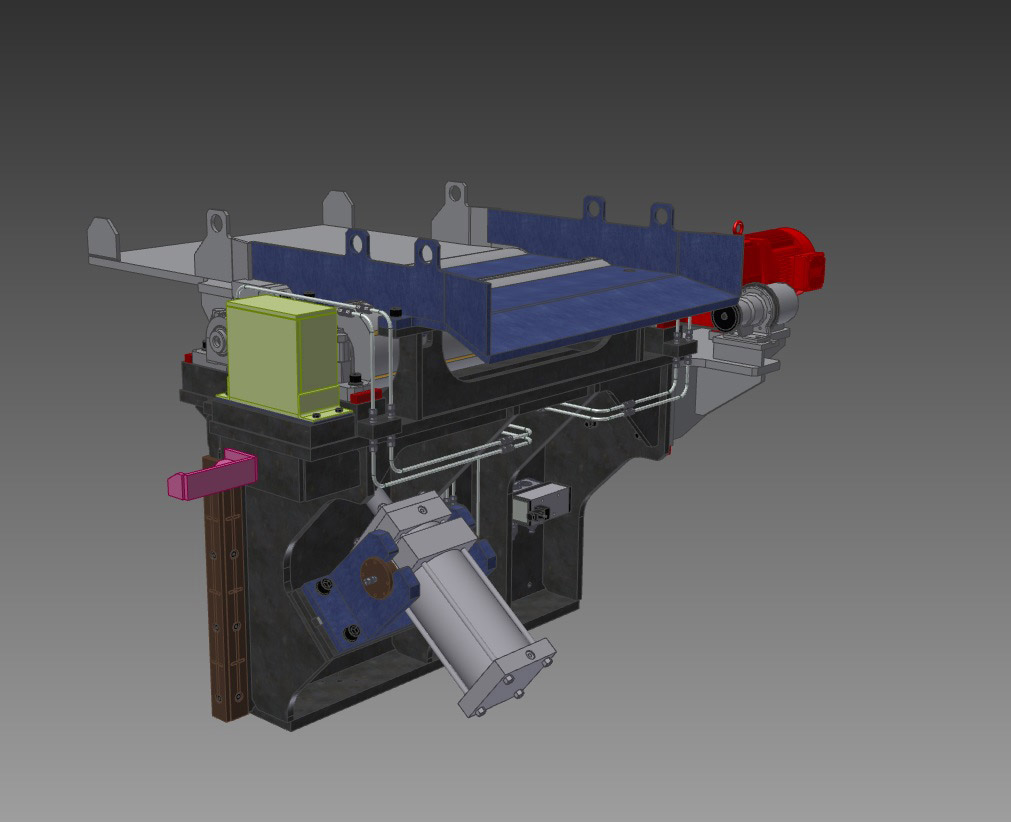
Machinery features:
- Magnetic roll and non-magnetic roll (the non-magnetic roll protects the softer more delicate magnetic roll from wearing away as the hot rolled steel passes over it)
- Timing belts to drive non-magnetic roll and encoder
- Grease supply system to grease 4 bearing blocks (which support magnetic and non-magnetic rolls) and pneumatic cylinder pivot point.
- Pneumatically operated flap which drops away to allow scrap steel to drop into scrap chute.
- Machined bronze sideways to allow machine height to be adjusted to suit a range of different products.
Task:
Precision Metal Group was asked to improve the reliability of Onesteels CCL measuring roll. The brief was to improve overall stiffness of machine frame. Simplify the design to allow easy maintenance and incorporate off the shelf bearing blocks, pulleys, couplings etc. In addition we simplified and improved the flap design and added a hard lined grease system to lubricate roll bearings and pneumatic cylinder pivot points. ‘